 Libros
Libros
















Bombeo de pulpas minerales. Diferentes procedimientos de cálculo
Información de Fueyo Editores
En las plantas de procesamiento de minerales, tanto de minerales metálicos como industriales o no metálicos, posiblemente el equipo más “popular” es sin duda la bomba centrífuga. Se pueden encontrar bombas centrífugas de varios tipos: horizontales, verticales de sumidero, verticales con depósito para pulpas con espumas, sumergibles.
Juan Luis Bouso Aragonés, presidente Eral Chile, S. A.
Pedro Martínez Pagán, Universidad Politécnica de Cartagena (España). Profesor Departamento Ingeniería Minera y Civil
En cualquiera de las aplicaciones de bombas centrífugas se debe efectuar una serie de cálculos para asegurar su buen funcionamiento y el cumplimiento de los requerimientos del bombeo.
El bombeo de pulpas minerales es bastante más complejo que el bombeo de agua u otro líquido, porque las características de las pulpas con sólidos en suspensión varían mucho, en función principalmente de la distribución granulometría de los sólidos y de la concentración de estos en la propia pulpa y en menor medida de la forma de los sólidos, de su agresividad por abrasión y/o acidez y de la viscosidad de la pulpa resultante, mezcla de sólido y líquido.
En el transporte de pulpas minerales por tubería se dan los regímenes turbulentos y laminar según sea la naturaleza de las partículas y las velocidades de paso por las conducciones, pero en la mayoría de las aplicaciones el régimen turbulento, con partículas sólidas de diferentes tamaños, tendentes a sedimentar, que se conocen como fluidos newtonianos, es el más normal. En aplicaciones del manejo de pulpas, con partículas de granulometría fina y uniforme, se dan regímenes laminares, como podría ser el caso de pulpas con minerales de caolín, carbonato cálcico, etc.
El trabajo que se recoge a continuación presenta un ejemplo de cálculo de una operación de bombeo, muy usual en el procesamiento de minerales, aprovechando el cual se trata de exponer las posibles alternativas de cálculo, siguiendo diferentes procedimientos, todos ellos muy usados por los procesistas, en ocasiones debido a las preferencias personales de los técnicos y en otras por la mayor adaptabilidad de un procedimiento concreto a las características específicas del bombeo en estudio.
Al final del trabajo se incluye un anexo con los gráficos y ábacos incluidos en los cálculos, en blanco, por si algún estudioso desease realizar cálculos y precisara de ellos.
PLANTEAMIENTO
Para mostrar un ejemplo del cálculo de un bombeo, determinando la bomba a emplear, la potencia necesaria para accionar la bomba, así como el diámetro y tipo de tubería a emplear, se ha considerado una operación de molienda de bolas, vía húmeda con agua de densidad específica ρl= 1.0 g/cm3 y viscosidad ηw=0.001 N.s/m2 <> 1 cP o mPa.s, que frecuentemente se encuentran en la mayoría de las plantas de tratamiento de minerales metálicos de cobre, oro, hierro, zinc, plomo, etc.
Se trata de una planta de tratamiento de mineral de cobre, con una densidad específica ρs = 2.8 g/cm3, en la que la fase de molienda está compuesta por un molino SAG y un molino de bolas, cuyas descargas mediante bombeo alimentan un hidrociclón, tal y como representa el esquema de flujos mostrado en la figura 1, constituyendo un circuito cerrado de molienda inverso. En la figura A1 del anexo se muestra el balance del circuito. El producto de rebose del hidrociclón, con las partículas finas, conocido generalmente como overflow, es enviado a la siguiente etapa de concentración por flotación, mientras que las partículas gruesas, underflow, son enviadas, como descarga, al molino de bolas para su molienda.
El producto de alimentación al circuito de molienda de bolas, procedente del molino semiautógeno, SAG, tiene una granulometría, caracterizada por su k80 de 3 600 μm y se requiere que el producto molido final tenga una granulometría k80 de 150 μm. En el anexo se incluye la figura A2 con el cálculo del tamaño del molino de bolas necesario para alcanzar ese grado de molienda con el tonelaje deseado. Este cálculo se ha realizado con la ayuda del Software J@J Tools desarrollado por el Dr. Jaime Sepúlveda.
Para cumplir esta tarea de molienda, considerando una carga circulante del 200 %, se requiere un molino de bolas de 13 ft Ø x 16 ft (4 m Ø x 5 m), accionado por un motor de 1 300 kW y un hidrociclón de 500 mm de diámetro (20 in), clasificando las descargas de los molinos. En estas condiciones el caudal de alimentación de pulpa al hidrociclón es, Q = 330.03 m3/h, con una concentración de sólidos en peso Cw = 57.37 %. La granulometría de los sólidos de alimentación al hidrociclón, descargados por el molino, tienen una granulometría media, d50 = 212 μm. La presión de entrada al hidrociclón seleccionado será de P = 80 kPa. En el anexo se incluye la figura A3 con las curvas características del hidrociclón seleccionado.
Por otro lado, por la instalación física de la instalación, se conoce que la altura estática del bombeo, desde el eje de la bomba hasta el eje de la conexión de alimentación del hidrociclón, es de 14 m. La longitud de la tubería de impulsión será de 34 metros y se requerirán 5 curvas de radio amplio y 10 uniones o conexiones.
El depósito o caja de la cual aspira la bomba tiene un nivel de líquido de 2.5 m sobre el nivel del eje de la bomba y la longitud de la tubería de aspiración de la caja de bomba a la misma será de 1 m.
Todos los datos citados quedan recogidos en la figura 1 que muestra el circuito descrito. El objetivo del trabajo es definir y determinar el tipo y diámetro de la tubería a emplear en el bombeo, el tipo y tamaño de bomba de pulpa a emplear en función del caudal a bombear y la altura manométrica total demandada por la instalación, así como la potencia del motor eléctrico requerido para el accionamiento de la bomba. En la figura A5 del anexo se recogen las curvas características de la bomba que finalmente se determinará en el cálculo.
PARÁMETROS DE LA PULPA
CONCENTRACIÓN DE SÓLIDOS
Para la mayoría de los cálculos a realizar en el estudio de un bombeo se requiere conocer el valor de la concentración de sólidos en sus diferentes expresiones como:
- Concentración de sólidos en peso, expresada como Cw
- Concentración de sólidos en volumen, como Cv
- Densidad de la pulpa, como ρp
- Solidos en peso por litro de pulpa, expresada como J
La última expresión, J, gramos de sólidos contenidos en un litro de pulpa, no es muy corriente; sin embargo, es un valor muy fiable porque es el que entrega el laboratorio metalúrgico cuando se realizan los análisis de una muestra. Los otros valores requieren que o bien el laboratorista o el técnico realicen una serie de cálculos en base a las densidades de sólido y líquido, donde podría surgir un error.
El profesor H. F. Trawinski fue un defensor de utilizar este parámetro como valor de concentración de sólidos porque además con él es más sencillo y rápido realizar los balances de los circuitos de proceso.
Con el empleo de las ecuaciones mostradas en la Tabla que recoge la figura 2 (A4 en anexo) se puede calcular la concentración de sólidos expresada en cualquiera de los términos. En cualquier caso, es imprescindible conocer las densidades de sólido y líquido. Generalmente en la mayoría de los procesos que surgen en el procesamiento de minerales, el líquido es agua con densidad 1.0 g/cm3. En la figura A6 del anexo se recoge una tabla con las propiedades principales del agua.

- Para el cálculo de la concentración de sólidos en volumen, CV, conociendo el valor de la concentración en peso Cw = 57.37 %, se emplea la ecuación:
sustituyendo los valores conocidos: Cv = 32.46 %
- Para el cálculo de la densidad de la pulpa, se emplea la expresión, muy simple, en base a la concentración en volumen calculada anteriormente:
, sustituyendo los valores conocidos: = 1.584 kg/m3
- Para el cálculo de los gramos de sólido por litro de pulpa J, se emplea la siguiente expresión:
sustituyendo los valores conocidos:
La tabla de la figura 3 muestra los valores de las diferentes expresiones de la concentración de sólidos entregados por un programa computacional, en base a las densidades de sólido y líquido y el valor conocido de la concentración de sólidos en peso. Como puede comprobarse, los valores calculados son idénticos, como no podía ser de otro modo.

VISCOSIDAD ABSOLUTA
Es también importante conocer el valor de la viscosidad absoluta o dinámica, que puede calcularse fácilmente con las diferentes ecuaciones existentes, una vez determinado el valor de la concentración de sólidos en volumen:
- En base a la ecuación de Thomas:
![]()
Que sustituyendo Cv por su valor 0.3246 (32,46 %): ηp = 3.4679 cP o mPa.s
- En base a la ecuación de Concha:
![]()
Sustituyendo Cv por su valor el valor, 0.3246, ηp =4.8604 cP o mPa.s.
A título informativo las ecuaciones empíricas de otros autores con experiencia en este tipo de pulpas dan los siguientes valores:
Richardson & Zaki: 4.1889 cP o mPa.s
Trawinski: 4.3801 cP o mPa.s
En nuestros cálculos se adopta el valor de la viscosidad absoluta obtenido en base a la ecuación de Concha de 4.8604 cP o 0.00486 N•s/m2.
Las ecuaciones de Thomas y Concha dan buenos resultados en flujos heterogéneos de pulpas, por lo que resultan muy adecuadas para los problemas de bombeo que se encuentra normalmente en las plantas de procesamiento.
VELOCIDAD LÍMITE
Como se indicaba al comienzo, cuando se exponía el planteamiento del problema, en este trabajo se va a calcular la velocidad límite de circulación de la pulpa por la tubería, la cual puede determinarse por varios procedimientos. En este trabajo se calculará mediante los procedimientos: Durand – McElvain & Cave (1976, 1982) y Jergensen & Samuell (1986), para poder apreciar la diferencia del valor de Velocidad Límite calculada según los dos procedimientos.
Cuanto menor sea la velocidad límite, menor serán las perdidas por fricción en las tuberías y, lo que es más importante, menor serán también los desgastes por abrasión en las mismas, por lo que al momento de determinar la tubería a emplear debe tratarse de llegar al menor valor posible de la velocidad de circulación, condicionada por la velocidad límite.
DURAND - MCELVAIN & CAVE
Durand propuso la expresión de la velocidad límite en función de las densidades de sólido y líquido, del diámetro de la tubería y de un factor Fl que puede determinarse en un ábaco trazado en base a la concentración de sólidos en volumen y al tamaño medio de las partículas.

En nuestro caso el valor d50 es de 212 μm y la concentración de sólidos Cv es de 32.46 %. Utilizando el ábaco que se muestra en la figura 4 (A9 en anexo), se obtiene un valor aproximado del factor, Fl = 1.12.
Conviene precisar que el ábaco presentado no es el original propuesto por Durand, sino uno modificado posteriormente por McElvain y Cave (1976, 1982), más adecuado a pulpas con solidos de granulometrías dispersas. El ábaco original de Durand, desarrollado para pulpas con sólidos de granulometría muy estrecha, en los que las partículas más gruesas eran el doble de tamaño que las más finas, daba valores demasiado conservadores del factor Fl y consiguientemente los valores de la velocidad límite resultaban muy elevados.
Con el valor de Fl = 1.12 se podría entrar en la anterior expresión de Durand y calcular la velocidad límite.
Previamente habrá que introducir un valor de partida del diámetro de la tubería, que en nuestro caso se puede estimar en base al caudal conocido a bombear de 330.03 m3/h, teniendo en cuenta que para cálculos preliminares pueden considerarse valores de circulación de pulpas en un rango entre 2 y 5 m/s. Con estas consideraciones se podría elegir una tubería de diámetro nominal DN 250.

A fin de realizar estimaciones reales, la figura 5 muestra una tabla de tubos comerciales de acero estirado sin soldadura, DIN 2448, apropiados en diámetro para el bombeo en estudio. Hay que tener en cuenta que al tratarse de un bombeo con sólidos en suspensión es conveniente emplear tuberías en elastómeros, polietileno de alta densidad o bien en acero con un recubrimiento interior de goma antiabrasiva de al menos 5 mm de espesor, que es lo que se considera en este cálculo.
Normalmente se suelen emplear espesores de goma de 5 mm para tuberías de diámetro inferior a 150 mm, de 10 mm para tuberías entre 150 mm y 500 mm de diámetro y de 15/20 mm para tuberías de mayores dimensiones.

Estimando un valor de partida de una tubería comercial de acero con diámetro nominal DN 250, y un diámetro interior de 250.4 mm, una vez descontado el espesor del recubrimiento de goma de 5 mm, la velocidad límite sería: sustituyendo en la ecuación:
Vl - 3.33m/s
Inmediatamente habría que comprobar si la velocidad real de transporte es superior a la velocidad límite calculada. La velocidad real en esta tubería sería:
Se puede observar que la velocidad a la que circularía la pulpa en una tubería de DN 250 sería muy inferior a la velocidad límite de 3.33 m/s, por lo que habría que repetir el cálculo seleccionando una tubería de menor diámetro, por ejemplo 200 mm.
La nueva tubería de DN 200 tendría un diámetro interior efectivo, Di =197.3 mm (una vez descontado el revestimiento interior de goma). Para este nuevo diámetro volveríamos a calcular la velocidad límite:
Vi = 2,96m/s
La velocidad real a la que circularía la pulpa en esta nueva tubería de diámetro interior 197.3 mm seria:
Vi = 3,00m/s
El nuevo diámetro seleccionado resulta adecuado ya que la velocidad de 3.00 m/s a la que circulará la pulpa es superior a la velocidad límite calculada.
JERGENSEN & SAMUELL
Un procedimiento rápido y bastante contrastado en las operaciones de bombeo más comunes que se pueden encontrar en las plantas de proceso es la determinación de la velocidad límite en base a la ecuación empírica desarrollada por Jergensen y Samuell (1986).

Reemplazando en la ecuación los parámetros por los valores conocidos, considerando tuberías de DN 250 y DN 200 se llega a valores de la velocidad límite que de nuevo es superior a la real de circulación para la tubería de DN 250 e inferior a la real en el caso de la tubería DN 200.
Tubería DN 250 Vi = 2,57m/s Vr = 1,86m/s
Tubería DN 200 Vi = 1,86m/s Vr = 3,00m/s
Como puede observarse, los valores de velocidad limite obtenidos aplicando el procedimiento de Durand, inclusive considerando el ábaco modificado por McElvain & Cave (1976, 1982), son demasiado conservadores y resultan muy superiores a los que se obtienen de aplicar la ecuación empírica de Jergensen & Samuell (1986).
En cualquier caso y como conclusión, la tubería adecuada, según los dos procedimientos estudiados, sería la de DN 200 de acero estirado 219.1 x 5.9, con revestimiento interior de goma de 5 mm de espesor, que tendría un diámetro interior de Di = 197.3 mm.
DETERMINACIÓN DE LA TUBERIA
DIÁMETRO
Definitivamente la tubería más adecuada a este circuito de bombeo sería la de acero estirado sin soldadura, DIN 2448 de 219.1 de diámetro exterior por 5.9 mm de espesor y con un revestimiento de goma de 5 mm de espesor con lo que el diámetro interior, que es el que interesa a efectos de cálculo, será de 197.3 mm.
Eventualmente se podría haber efectuado un cálculo con el tubo intermedio de 244.5 x 6.3, también con un revestimiento de goma de 5 mm de espesor y un diámetro interior de 221.9 mm -pero no hubiese resultado válido- con una velocidad límite de 2.48 m/s y una velocidad real inferior de 2.37 m/s. A título informativo, no se consideró este diámetro de tubo porque no es muy comercial y suele haber dificultad de suministro.
SINGULARIDADES
Para poder calcular la perdida de carga total por fricción en la conducción, hay que conocer, además de la perdida de carga generada por los tramos rectos de la misma, las pérdidas de carga generadas por los elementos existentes en la tubería, los que se conocen como singularidades: curvas, uniones, reducciones, ampliaciones, válvulas si las hubiera etc.
Existen dos métodos para calcular las pérdidas de carga generadas por las singularidades.
Longitud Equivalente: El procedimiento más sencillo es mediante la determinación de lo que se conoce como longitud recta equivalente de cada singularidad, esto es, la longitud de un tramo recto de tubería cuya perdida de carga sea igual a la fricción generada por el elemento.
Los resultados del estudio de las pérdidas generadas por cada singularidad se han registrado en coeficientes de fricción Kle, que representan la longitud recta de tubería del diámetro correspondiente. La tabla de la figura 6a recoge los coeficientes para las singularidades más comunes.

Este método da por supuesto que el coeficiente es constante para los diferentes diámetros, lo cual no es totalmente cierto, pero se acerca bastante a la realidad y simplifica mucho los cálculos. Para conocer la longitud equivalente de la singularidad en concreto bastaría con multiplicar el valor del coeficiente por el diámetro interior de la tubería Kle = Le / Di, de donde Le = Kle x Di
La tabla que muestra la figura 6b recoge la Longitud Equivalente de las singularidades más usuales, para los diferentes diámetros interiores de tuberías, en base a los coeficientes mostrados en la tabla de la figura 6a.
Hay disponibles una enormidad de tablas con valores de la Longitud Equivalente de la gran variedad de singularidades existentes, pero en el manejo de pulpas con minerales en suspensión la mayoría de ellas no son apropiadas. En la tabla de la figura 6b se han incluido las principales, pero sin duda faltarían muchas otras, que en cualquier caso pueden encontrase fácilmente consultando la literatura existente.

Coeficiente de Resistencia: Los accesorios como válvulas especiales, contracciones, expansiones, entradas y salidas de depósitos o equipos no se pueden definir mediante longitudes equivalentes y se requiere un cálculo individual de la pérdida de carga de cada singularidad en base a un coeficiente de resistencia Kr que se aplica a la ecuación correspondiente a cada elemento. La figura 7 muestra las ecuaciones con las que puede calcularse la pérdida de carga de las singularidades complejas más comunes en el bombeo de pulpas, como las de salidas y entradas en depósitos y contracciones y expansiones, en función del coeficiente de resistencia Kr.
La pérdida de carga con este método sería:
Eventualmente también podrían calcularse las pérdidas de carga individuales para cada singularidad para luego sumarlas a la perdida de carga de los tramos rectos de tubería.
Realmente en la mayoría de los casos se realiza un cálculo mixto de la perdida de carga: los tramos rectos y las singularidades simples por el procedimiento de las longitudes equivalentes y las pérdidas de carga de las singularidades complejas por la aplicación del coeficiente de resistencia.
En nuestro caso de estudio, la longitud de los tramos rectos es de 34 m, y la longitud equivalente de las singularidades existentes sería: 5 curvas de radio amplio 3D y 10 uniones. La curva de radio amplio DN 200 tiene una longitud equivalente de 4.30 m, figura 6b o bien considerando el coeficiente que figura en la figura 6a, Le = 20 x 0.2 m Le = 4.00 m. Como se puede apreciar, la diferencia de seguir uno u otro procedimiento es mínima.

Como quiera que la instalación tiene 5 curvas habría que añadir 5 x 4.30 = 21.50 m a la longitud recta. Además, la conducción requiere de 10 uniones para conectar la tubería a los equipos, bomba e hidrociclón y también porque resulta conveniente que las curvas se conecten con bridas para que sean independientes, ya que estos elementos sufren mayor desgaste que los tramos rectos y deben ser reemplazados con mayor frecuencia.
Para las uniones o conexiones, se estima un coeficiente de 2.35, figura 6a, por lo que la longitud equivalente de cada unión sería Le = 2.35 x 0.20 = 0.47 m, habiendo que añadir 10 x 0.47 = 4.70 m adicionales
En total la longitud equivalente de tubería recta sería: 34 +21.15 + 4.70, Le = 59.85 m.
La tabla de la figura 6b ha sido establecida para las tuberías usadas comúnmente en los países de influencia americana, que suelen ser ANSI B36.10, Schedule 40, con mayores espesores que los tubos que se suelen emplear en Europa. Por ejemplo, la tubería DIN que se está considerando es DN 200 de 219.1 x 5.9, con un diámetro interior de 207.3 mm, tendría un diámetro superior a la tubería equivalente ANSI Schedule 40 de 219.1 x 8.18 con un diámetro interior de 202.7 mm. Esto hay que tenerlo en cuenta al determinar los valores de longitudes equivalentes de las diferentes singularidades en función de las tuberías que se empleen, aunque las diferencias no suelen ser significativas para el valor de la pérdida de carga total.
CÁLCULO DE LA PÉRDIDA DE CARGA DE LA CONDUCCIÓN
Una vez determinada la longitud equivalente de la tubería hay que calcular el factor de fricción de esta, para poder determinar la perdida de carga total de la conducción.
En este trabajo se van a detallar los tres procedimientos más usuales: Darcy-Weisbach, Colebrook y Hazen & Williams.
MÉTODO DE DARCY - WEISBACH
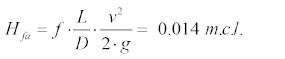
El procedimiento de Darcy-Weisbach, que recoge la ecuación mostrada seguidamente, es, sin duda, el más empleado en el cálculo de pérdidas de carga en tuberías en las plantas de tratamiento.
![]()
La citada ecuación incluye el factor de fricción f que debe ser determinado con el auxilio del conocido ábaco de Moody, recogido en la figura 8 (A10 en anexo). La longitud L y el diámetro D de la tubería se expresan en m, la velocidad v en m/s y la aceleración de la gravedad g en m/s2.
El empleo del ábaco de Moody requiere conocer, primeramente, el valor del número de Reynolds, Re, y la rugosidad absoluta de la tubería.
El número de Reynolds (Re) es un número adimensional utilizado en mecánica de fluidos para caracterizar su movimiento. Su valor indica si el flujo es laminar o turbulento.
![]()
En la ecuación del número de Reynolds, en el SI, la densidad esta expresada en kg/m3, la velocidad en m/s, el diámetro de la tubería en m y la viscosidad en Pa.s

La rugosidad de la tubería, expresada en m, depende obviamente del tipo y material de la conducción. La tabla de la figura 9 muestra la rugosidad absoluta de las tuberías más empleadas hoy día en el transporte de pulpas minerales. En la literatura disponible existen infinidad de tablas con las rugosidades absolutas y relativas de los diferentes tipos de tuberías; en este trabajo se ha incluido esta sencilla tabla con el tipo de tubos empleados actualmente en las conducciones de pulpas minerales.
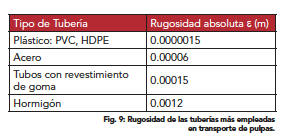
Hay que considerar que, en el bombeo de pulpas, al momento de seleccionar la rugosidad de las tuberías, hay que tomar valores más bajos de los que normalmente se recogen en tablas, porque los sólidos contenidos en la pulpa causan una erosión en la pared de la tubería que en poco tiempo reduce la rugosidad original.
La rugosidad relativa, unidad también adimensional, se obtiene de dividir la rugosidad absoluta por el diámetro interior de la tubería,.
Para determinar el factor de fricción f hay que entrar en el ábaco con la rugosidad relativa de la tubería, que en nuestro caso es una tubería de acero estirado con revestimiento interior de caucho, con una rugosidad absoluta ε = 0.00015 y un diámetro interior de 0.1973 m, obteniendo un valor de rugosidad relativa de 0.000774.
![]()
Este parámetro de rugosidad relativa fue introducido por Nikuradse y añadido al ábaco de Moody como eje derecho de ordenadas.
Para entrar en el ábaco de Moody, hará falta, además, conocer el número de Reynolds, cuyo valor sería:
![]()
Una vez conocidos los valores de la rugosidad absoluta y del número de Reynolds, sobre el eje derecho de ordenadas se fija el valor de la rugosidad relativa. Desde ese punto se sigue hacia la izquierda el trazado de la curva de f correspondiente a este valor, o paralelamente a la curva más próxima, hasta encontrar a la línea vertical trazada desde el número de Reynolds, Re, en el eje de abscisas. Desde ese punto, desplazarse horizontalmente hacia la izquierda para leer en el eje izquierdo de ordenadas el valor correspondiente del factor de fricción ƒ.
Entrando ahora en el ábaco de Moody con el número de Reynolds de 1.9243 × 105, 192 430 y una rugosidad relativa de ε/D = 0.000760264 = 7.60264 x 104, se obtiene un factor de fricción de Darcy de ƒ = 0.020 (figura 8). Las pérdidas de carga debidas a la fricción para una longitud equivalente de tubería de 59.85 m serán de 2.783 m.c.l. (este valor se calculará en el ítem siguiente:
![]()
MÉTODO DE COLEBROOK
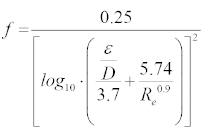
Colebrook desarrolló la ecuación empírica recogida a continuación, la cual permite calcular el coeficiente de fricción ƒ sin necesidad del empleo del ábaco de Moody.

Esta ecuación, al no estar la incógnita explicita, es de complicada resolución y debe hacerse en base a iteraciones, lo que no obstante, hoy no es un problema empleando ordenadores o calculadoras avanzadas.
El valor de coeficiente de fricción, ƒ, es el mismo que aparece en la ecuación de Darcy, al igual que el coeficiente de rugosidad ε. La ventaja de este procedimiento es que puede calcularse el coeficiente de fricción sin necesidad de un ábaco, por lo que resulta ideal para programas computacionales.
La ecuación de Colebrook es adecuada para su empleo en regímenes turbulentos con valores de Re entre 5 000 y 100 000 000. En el caso en estudio empleando la ecuación de Colebrook se alcanza un valor de ƒ = 0.0201.
En la figura 10 (A11 en anexo) se muestra un ábaco para resolver gráficamente la ecuación de Colebrook, empleando el cual se llega a determinar un valor del factor de fricción f = 0.0197

Existe otro procedimiento para calcular el factor de fricción ƒ sin necesidad del empleo del ábaco de Moody, mediante el empleo de la ecuación de Swamee-Jain, que se muestra a continuación. Esta ecuación, de aplicación similar a la de Colebrook, tiene la gran ventaja de ser de facil resolución por tener el factor ƒ de cálculo explícito.
Empleando esta ecuación empírica y reemplazando por los valores conocidos, se llega a determinar un factor de fricción ƒ = 0.0202.
Como puede apreciarse, el factor de fricción Darcy, empleando cualquiera de los cuatro procedimientos, es muy parecido, por lo que por su sencillez parecería lógico emplear este último procedimiento según la ecuación empírica de Swamee-Jain.
Una vez conocido el factor de fricción ƒ, el cálculo de la perdida de carga de la tubería se realizará mediante la ecuación de Darcy Weisbach.
MÉTODO DE HAZEN & WILLIAMS
Hazen & Williams desarrollaron una ecuación empírica que sintonizada al sistema de unidades SI, que se muestra a continuación:

El caudal Q se debe expresar en m3/h, el diámetro interior de la tubería D en metros y el coeficiente C, sin unidades, se puede determinar con la tabla mostrada en la figura 11. En nuestro caso concreto se debería aplicar un coeficiente C de 120, correspondiente a tuberías usadas de acero con revestimiento de goma.

Este procedimiento es muy sencillo de aplicar y para los bombeos de tipo medio que se encuentra en las plantas de tratamiento entrega valores muy adecuados, similares a los que se pueden alcanzar con el procedimiento de Darcy, mucho más complejo. La ecuación fue desarrollada para líquidos con una viscosidad como la del agua, en régimen turbulento.
Obviamente una de las claves del éxito es aplicar el coeficiente C correcto. Conviene mencionar que este coeficiente C no tiene nada que ver con el factor de fricción ƒ del ábaco de Moody.
Sustituyendo en la ecuación los valores conocidos se llega a un valor de pérdida de carga, Hƒ = 4.91 m/100 m.
Este valor equivalente al factor ƒ de la ecuación de Darcy es el que habría que emplear para multiplicar por la longitud equivalente de tubería, que según se calculó en el punto anterior es de 59.85 m. Por tanto, la perdida de carga total de la conducción sería:
Ht = (4.91/100) x 59.85 = 2.94 m
CALCULO DE PÉRDIDAS DE CARGA ESPECÍFICAS DEL CIRCUITO
Además de la perdida de carga en la tubería de impulsión, hay que considerar las pérdidas de carga debidas a las reducciones y ampliaciones graduales y otras: (a) salida del depósito, (b) pérdida de carga en la tubería de aspiración, (c) reducción cónica de la tubería de aspiración con la boca de aspiración de la bomba, (d) ampliación cónica de la boca de salida de la bomba a la tubería de impulsión, y (e) reducción de la tubería de impulsión con la boca de entrada del hidrociclón.
Previamente se necesitaría conocer el tamaño de los equipos y de sus conexiones. De no ser este el caso habría que realizar estos cálculos una vez determinada la bomba, como una fase final del cálculo.
En nuestro caso, por el caudal a bombear, se estima que la bomba deberá ser tamaño 8/6 con bocas de 200 mm y 150 mm de aspiración e impulsión respectivamente. La boca de entrada al hidrociclón de 500 mm de diámetro (20 in) es de 200 mm.
En general, la parte más delicada es la tubería de aspiración de la bomba, que debería ser preferentemente de mayor diámetro que la boca de aspiración de la bomba. En este caso sería recomendable una tubería, entre la caja de bomba y la misma, de 250 mm. Por defecto, en la mayoría de los casos, podría considerarse un diámetro de la tubería de aspiración para una velocidad de succión del orden de 2 m/s.
Habría que considerar las siguientes singularidades y otras perdidas de carga menores:
- a) La salida de la pulpa desde la caja de bomba o depósito, 250 mm.
- b) Pérdida de carga en la tubería de aspiración de 250 mm.
- c) Reducción de entrada en la bomba, 250/200 mm.
- d) Ampliación de salida de la bomba a la tubería de impulsión, 150/200 mm.
- e) Conexión al hidrociclón, 200/200 mm (sin cambio).
Las perdidas de carga de estas singularidades se pueden calcular facilmente con la ayuda de las ecuaciones recogidas, para cada una de ellas, en la figura 7.
- a) Salida del depósito: Considerando una salida con arista viva, se toma un valor de Ki = 0.5. La pérdida de carga sería:

- b) Tubería de aspiración: La pérdida de carga en la tubería de aspiración, Hts. Se calculará a través de la ecuación de Darcy:
El valor de ƒ se puede determinar con el ábaco de Moody, o bien con la ecuación de Colebrook. Una tubería de DN 250 mm engomada con un diámetro interior 250.4 mm y una longitud de 1 m. Con el caudal considerado de 330.03 m3/h, la velocidad en la tubería de aspiración será 1.86 m/s. En estas condiciones el número de Reynolds será 151 415, Re = 1.514 x 105, y la rugosidad relativa 0.0006, con lo que se obtiene un valor de ƒ = 0.0198 (aplicando Colebrook).
- c) Entrada a la bomba: Se considerará una reducción / contracción desde la tubería de aspiración de 250 mm de diámetro a la boca de entrada de la bomba de 200 mm. La velocidad en la aspiración de la bomba, 200 mm, será 2.92 m/s
Según la ecuación recogida en la figura 7 para las contracciones o reducciones
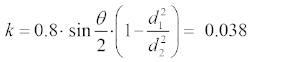
Considerando un ángulo θ de 15º, que la entrada de la bomba (diámetro más pequeño) es d1= 200 mm y el diámetro de la tubería de aspiración de d2 = 250 mm, reemplazando en la ecuación, se obtiene k = 0.038.
La pérdida de carga será 0.038 x V2/2g = 0.038 x 2.922/2 x 9.81, Hrs = 0.017 m.c.l.
- d) Salida de la bomba: Para el cálculo de la pérdida de carga debida a la ampliación cónica desde la boca de salida de la bomba, 150 mm, al diámetro de la tubería de impulsión de 200 mm, se empleará la ecuación recogida en la figura 7 para Ampliaciones / Expansiones
Reemplazando en la ecuación los valores siendo el ángulo θ = 15º, d1 = 150 mm y d2 = 200 mm se obtiene el valor de 0.065. La velocidad en la descarga de la bomba (150 mm) será 5.19 m/s.
La pérdida de carga será 0.065 x V2/2g = 0.065 x 2.922/2 x 9.81, Hri = 0.028 m.c.l.
- e) Pérdida de carga debida a la presión requerida en el hidrociclón: El hidrociclón requiere una presión de trabajo en la entrada de alimentación de 80 kPa, que equivale a 8.158 m.c.a., y expresada en metros de columna de pulpa (m.c.l.), con una densidad de pulpa de 1.584 t/m3, será: Hd = 8.158/1.584 = 5.15 m.c.l.
Hay que tener en cuenta que las pérdidas de carga calculadas según las diferentes ecuaciones y tablas son consideradas para agua, mientras que en el estudio que se está desarrollando el flujo es una pulpa con sólidos en suspensión y es lógico pensar que la fricción en la tubería causada por una pulpa debe ser mayor que si fuese agua.
La experiencia a este respecto es que mientras que las velocidades reales de circulación no sean superiores a un 30 % de la velocidad crítica, es decir Vr ≤ de 1.3 x Vl las pérdidas de carga serán similares con pulpa y con agua.
En caso de no tener mayor conocimiento del tipo de pulpa a bombear, Homogénea o Heterogénea, y dentro de esta última la clase específica en base al tamaño de las partículas y la concentración de sólidos, se podría aplicar un factor de corrección estimado para considerar la fricción de la pulpa frente al agua. El gráfico de la figura 12 recoge la curva de un factor de corrección empírico, en base exclusivamente a la concentración de sólidos por volumen, Cv.

ALTURA TOTAL DE BOMBEO
Una vez determinadas todas las pérdidas de carga por fricción, habría que sumar la altura estática del nivel del líquido en la caja de bomba, positiva o negativa según sea el caso y la altura a que hay que elevar la pulpa, hasta la boca de alimentación de hidrociclón. Todos estos valores indicaran la altura total de bombeo, conocida como Altura Manométrica. En el lenguaje sajón es muy común referirse a la altura manométrica total como T.D.H por sus siglas en inglés (Total Dynamic Head). Si los cálculos se realizan en m.c.l, la altura manométrica total se expresaría como TDHpulpa o TDHp.
Con alturas anteriormente calculadas, el valor de TDHp será:
TDHp = Hg + H1t + Hvs + Hts + Hrs + Hri + Hd
Siendo Hg la altura geométrica neta de la instalación, Ht la altura por fricción en las tuberías, Hvs la altura a la salida del depósito, Hts la altura por fricción en la tubería de aspiración, Hrs la altura por la reducción a la entrada de la bomba, Hri la altura a la expansión en la salida de la bomba y Hd la altura debida a la presión en el hidrociclón.

La figura 13 muestra la disposición de las diferentes singularidades, anteriormente detalladas, en la entrada y salida de la bomba.
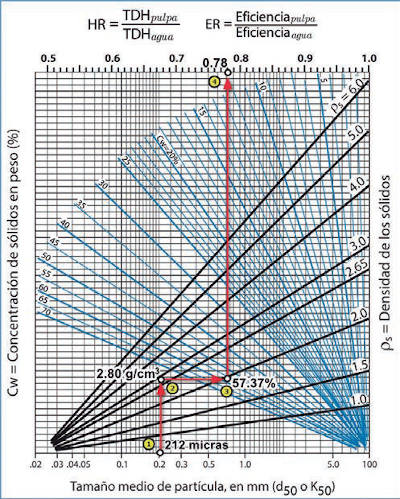
Para seleccionar la bomba adecuada, debido a que los fabricantes proporcionan la información en base al empleo de agua como principal fluido, se deben corregir los 19.72 metros de columna de pulpa (m.c.l.) a metros de columna de agua (m.c.a.). Para ello se emplea la gráfica siguiente, figura 14 (A12 en el anexo), entrando con los datos proporcionados en el enunciado del problema, como es la densidad de las partículas sólidas (2.80 g/cm3), el tamaño medio de partícula (d50 = 212 micras) y la concentración de sólidos en peso (CW = 57.37 %).
La operación con este ábaco es la siguiente: En el eje de abscisas se introduce el tamaño de partícula d50, 212 μm. Desde allí se sube verticalmente hasta cortar a la curva de densidad específica del sólido ρs = 2.80 g/cm3; desde ese punto ir horizontalmente hacia la derecha hasta cortar a la curva de concentración de sólidos en peso Cw, 57.37 %. Desde este último punto subir verticalmente hasta el eje superior de abscisas donde se encontrará el valor de la Eficiencia de Bombeo HR = 0.78 = ER.

En nuestro caso, la altura manométrica total expresada en columna de agua valdrá:
![]()
Finalmente, hay que considerar que las curvas características de las bombas centrífugas comerciales están realizadas con agua y que en nuestro caso se está estudiando un sistema que opera bombeando una pulpa mineral, con una concentración de solidos determinada, cuyos sólidos tiene una granulometría particular.
EFICIENCIA DE BOMBEO
Obviamente parece lógico que bombear una pulpa es bastante más difícil que bombear agua y en consecuencia el rendimiento hidráulico de la bomba debería ser ¡inferior. Esta diferencia de rendimiento es lo que conocemos como Eficiencia de Bombeo.
Para compensar esta pérdida de eficiencia por bombear una pulpa en lugar de agua, es que debemos operar la bomba a una velocidad superior a la que correspondería bombeando agua, tal y como queda indicado en las curvas características de las bombas comerciales.
Existen varios métodos para determinar la eficiencia de bombeo, bombeando pulpa en vez de agua. Principalmente hay un método en base a ecuaciones empíricas y otro en base ábacos, en concreto el de la figura 14 (A12 en el anexo) que se opera tal y como se describió anteriormente.
Investigaciones de I. Cave, han permitido definir una ecuación empírica para la determinación de la eficiencia de bombeo de uso muy simple, que se expone seguidamente, especialmente indicada para su empleo con ordenadores, considerando los parámetros mencionados: densidad de sólido y líquido, ρs y ρl (g/cm3), concentración de sólidos en peso Cw y el tamaño medio de partícula d50 (micras)

Aplicando esta ecuación al ejemplo en estudio, se obtendría un valor de 78.43 %.
Este valor significa que la altura corregida o altura equivalente en agua Hw la cual se debería utilizar para leer en la hoja de curvas características de la bomba es:
En las curvas características de la bomba habría que buscar el caudal Q = 303.03 m3/h y la altura Hw = 25.14 m.c.a.
Con el ábaco se determina una eficiencia de bombeo del 78 %, mientras que, aplicando la ecuación empírica, se llega a un valor de 78.43 %, prácticamente igual, lo que confirma la bondad de ambos sistemas.
Seguidamente se muestra otro procedimiento, más novedoso, en base al empleo del ábaco de la figura 15 (A13 en anexo). Las investigaciones de I. Cave concluían que la perdida de presión o altura, HR era igual a la perdida de eficiencia ER y ese era el fundamento, tanto de la ecuación empírica anterior, como del ábaco recogido en la figura 14.
Investigaciones posteriores, más profundas, llegaron a la conclusión de que realmente había diferencias en cómo afectaba la influencia de la pulpa a la perdida de presión o altura HR y a la perdida de eficiencia ER, pero no solo debido a las características de la pulpa, sino también al tamaño y diseño de la bomba, muy especialmente al diámetro de impulsor. En cualquier caso, las diferencias no eran importantes, mientras que la perdida de altura se solucionaba elevando la velocidad de giro de la bomba, la perdida de eficiencia suponía que se requería una mayor potencia en el accionamiento de bomba, es decir un motor mayor. Esto se recoge en el ábaco de la figura 15, que se muestra a continuación.
Hasta el momento, en la mayoría de los cálculos se sigue considerando el primer criterio de igualdad HR = ER. No obstante, en este estudio se han calculado las pérdidas siguiendo ambos procedimientos para poder tener una idea de la diferencia de aplicar uno u otro método.

Empleando el ábaco de la figura 15 (A13 en anexo), considerando los valores ya conocidos de concentración de sólidos y tamaño de partícula e incorporando la relación entre el tamaño medio de partícula y el diámetro del impulsor, que en nuestro caso sería d50/Drodete = 212 / 510 000 = 0.00042, se pueden determinar los valores de HR y ER, con los siguientes valores: HR = 0.88 y ER = 0.79. Es decir, la perdida de presión o altura, HR se ha elevado de 0.78/0.7843 a 0.88, lo que supone que la altura sería de 22.40 m.c.a. frente a los 25.14 m.c.a., mientras que el rendimiento ER, 0.79 es aproximadamente el mismo que se determinó con el ábaco anterior o la ecuación empírica, 0.78/0.7843. En el caso de la perdida de altura, habría que elevar menos la velocidad de giro de la bomba y esto tiene fácil solución variando la relación del accionamiento por correas, siempre que el motor de accionamiento tenga potencia suficiente, para lo que habría que considerar el valor estimado de ER en caso de que fuese inferior con este ábaco.
DETERMINACIÓN DE LA BOMBA
Una vez conocido el caudal a bombear y la altura manométrica total, se estará en condiciones de determinar la bomba necesaria y, con la ayuda de sus curvas características Q-H (Caudal-Presión), fijar su velocidad de giro, su rendimiento mecánico para calcular la potencia absorbida y también la capacidad de aspiración de la bomba expresada por su valor NPSH (Net Positive Suction Head).
En nuestro caso, la bomba seleccionada será una bomba centrifuga especial para el manejo de pulpas, con las partes hidráulicas en goma antiabrasiva, de un tamaño 8/6, con una boca de aspiración de 200 mm (8 in) y una boca de impulsión de 150 mm (6 in). El rodete o impulsor de esta bomba tiene un diámetro de 510 mm y está provisto de 5 álabes, figura 16 (A5 en anexo).
Con el valor calculado de TDHw de 25.14 m.c.a. y con el caudal de Q = 330.03 m3/h, se puede entrar en las curvas características Q-H de los fabricantes de bombas, en nuestro caso una bomba 8/6 MAR-E ERAL y seleccionar la bomba adecuada a nuestra instalación de bombeo y su punto de funcionamiento.
CÁLCULO DE LA POTENCIA
La bomba seleccionada, con revestimiento de la cámara y rodete en elastómero, va equipada con un impulsor de 510 mm de diámetro y debe girar a una velocidad angular de 720 r.p.m., equivalente a una velocidad tangencial de 19.23 m/s. Este valor es el que debe vigilarse, pues es el que determina la abrasión y, empleando elastómeros, no se debería exceder una velocidad tangencial de 27.5 m/s.
En las curvas de la bomba 8/6 también puede leerse que el rendimiento será del 67 % y que el NPSH será de 3.3 m.c.a.
La potencia absorbida será:
![]()
Siendo Em = Ew x ER
Expresando el caudal Q en m3/h, las alturas manométricas Hm o Hw en m, la densidad específica de la pulpa ρρ en t/m3 y la potencia N en kW.

Considerando un incremento en la potencia del 25 %, por pérdidas en la transmisión y pérdidas en el rendimiento a medio plazo debido al desgaste de las partes hidráulicas, el motor a instalar debería ser de una potencia igual o superior a 66.69 kW. El motor más cercano a la potencia calculada es el de 75 kW.
Al momento de elegir el motor eléctrico de accionamiento hay que tener en cuenta que la legislación actual exige la instalación de motores de alta eficiencia Clase IE 2 o inclusive Clase IE3, con eficiencias eléctricas superiores al 94 %.
ALTURA NETA POSITIVA DE ASPIRACIÓN, NPSH
Un punto final y de gran importancia para definir la bomba adecuada para un bombeo determinado es conocer la capacidad de aspiración de la bomba, lo que se conoce como NPSH. (Net Positive Suction Head), Altura Neta Positiva de Aspiración. Este valor significa la mínima energía neta, expresada en metros de columna que debe tener el fluido a la entrada del impulsor para evitar la cavitación, es decir para que la presión en ese punto sea superior a la presión de vapor del fluido. Este valor que se recoge en las curvas características de las bombas es conocido como NPSHr requerido.
La altura neta positiva NPH (Net Positive Head) en cualquier punto de una conducción es la presión absoluta en ese punto, expresada en metros, más la altura (presión) debida a la velocidad, menos la presión de vapor.
Si existe un manómetro, el NPH en ese punto será la lectura de este más la altura debida a la presión atmosférica (presión absoluta), más la altura por velocidad (presión), menos la presión de vapor. Lecturas de manómetro por encima de la presión atmosférica son tomadas como positivas y por debajo como negativas.
El NPH en la aspiración de la bomba es llamado NPSHd disponible y al valor mínimo requerido para evitar la cavitación se le conoce como NPSHr requerido. Es específico de cada bomba y de sus condiciones particulares de operación, quedando recogido en la hoja de curvas características, Q-H, de cada bomba.
En una instalación particular, el NPSHd, disponible debe ser determinado de las condiciones del sistema de aspiración y de las características del fluido a bombear, debiendo éste exceder del NPSHr requerido por la bomba en las condiciones de trabajo.

Es absolutamente necesario conocer el NPSHd en una bomba, especialmente en los casos donde la instalación de bombeo está situada a gran altitud, porque allí por la baja presión atmosférica la bomba puede tener problemas de aspiración. A 4 000 m.s.n.m. la presión atmosférica baja a 6.29 m.c.a. desde los 10.33 m.c.a. al nivel del mar. Igualmente, la capacidad de aspiración de la bomba es un punto conflictivo en las instalaciones de dragado, cuando deben aspirar desde grandes profundidades, motivo por el cual las grandes bombas de dragado van sumergidas para que la altura negativa de aspiración sea mínima.
En general el NPSHd disponible podría expresarse en forma de ecuación:
NPSHd = Hatm - Hvap + Zs – Hvs – Hrs – Hts
dónde:
Hatm es la presión atmosférica expresada como altura a las condiciones particulares de altitud. Este valor está disponible en gráficos y tablas, como el que recoge la figura 17 (A7 en el anexo). En nuestro caso consideraremos una altitud de 1 000 m.s.n.m. y al leer en el gráfico se debe tener en cuenta la corrección a m.c.l. por la densidad de la pulpa.
Hvap es la presión de vapor del fluido en las condiciones particulares de temperatura. En el caso del agua también existen tablas y gráficos, como el de la figura 18 (A8 en el anexo). En nuestro caso se considera una temperatura de 30 °C y al leer en el gráfico se deberá tener en cuenta la corrección por la densidad de la pulpa.
Zs es la atura geométrica, positiva o negativa, existente entre el nivel del fluido en el depósito de aspiración y el eje del impulsor. En las operaciones de dragado esta altura es negativa.
Hvs es la pérdida de presión expresada como altura debida al paso del flujo por el orificio de salida del depósito de aspiración.
Hrs es la perdida expresada como altura debida a la reducción, si existe, a la entrada de la bomba.
Hts es la pérdida de presión, expresada como altura debida a la fricción en el conducto de aspiración.
Reemplazando en la ecuación anterior las incógnitas por los diferentes valores obtenidos en el punto 6.4 de cálculo de pérdidas de carga específicas del circuito:
NPSHd = 9.16–0.43+2.50–0.230–0.017–0.014 = 10.97 m.c.l. <> 17.37 m.c.a.
NPSHd = 17.37 m.c.a.
Esto significa que a la entrada de la bomba se dispondrá de una presión suficiente para que la bomba pudiese aspirar sin problema, ya que el NPSHr requerido por la bomba es tan solo de 3.3 m.c.a., NPSHr = 3.3 m.c.a.
Cuando el depósito de aspiración sea cerrado, y se encuentre sometido a una presión distinta de la atmosférica, bien por estar presurizado o bajo vacío, habrá que sumar o restar dicha presión de presurización Hpt o de vacío Hpv, al momento de calcular el NPSHd disponible.
CONCLUSIONES
En el trabajo aquí expuesto se ha tratado de presentar los diferentes procedimientos y métodos de cálculo existentes actualmente, que pueden ser accesibles y practicables para un técnico no específicamente especializado en el movimiento de fluidos.
Por supuesto, existen procedimientos, quizás más precisos en algunas áreas, pero mucho más complicados de manejar para el técnico “polifacético”, o “multipurpose” que dirían los sajones, que además de calcular un bombeo debe conocer y atender a otras disciplinas.
Basta con echar una mirada a la bibliografía que se incluye al final de este trabajo para darse cuenta del gran número de publicaciones existentes sobre el movimiento de fluidos y de bombas centrífugas donde puede encontrarse abundante información. Curiosamente hasta Einstein participó en esta disciplina y publicó la que sería quizás la primera ecuación de la viscosidad. Investigadores y técnicos como Durand y Condolios, trabajando para la firma francesa SOGREAH (Sociedad Grenoblesa de Estudios Hidráulicos), con la que comencé a trabajar al terminar la universidad, desarrollaron las primeras teorías sobre la velocidad límite en los años 60.
Hoy día los ordenadores y calculadoras programables permiten hacer cálculos complicados, que hace años requerían mucho tiempo, lo que ha permitido entrar en cálculos complejos, también aplicables a este sector del bombeo de pulpas, como podría ser, por ejemplo, el cálculo de una ecuación como la de Colebrook.
Al final del trabajo se incluye una copia “en blanco” de los ábacos empleados en los cálculos para su uso eventual por algún avezado lector que desee evaluar algún bombeo de pulpas. La ejecución de estos ábacos por Pedro Martínez Pagán, coautor de este trabajo, ha sido excepcional y representaran una gran ayuda para un posible cálculo.
En cualquier caso, el trabajo presentado puede abrir diferentes posibilidades de enfrentar los problemas del bombeo de pulpas a los técnicos, que supuestamente deberían ser de gran ayuda.
BIBLIOGRAFÍA
- Baha E. Abulnaga (2009). Slurry Systems Handbook. McGraw Hill Handbooks.
- Bouso, J. L. (1993). Manual de Bombeo de Pulpas, Rocas y Minerales, marzo 1992/mayo 1993.
- Bouso, J. L. (1999). Influencia de las características de la pulpa en el bombeo.
- Bouso, J. L. (2020). Manual de Áridos para el Siglo XXI. Capítulo 15, ANEFA Editorial.
- Brater, E. F., King, H.W. (1976). Handbook of Hydraulics. 6th Edition, McGraw Hill Book Company.
- Cameron, (1988). Hydraulic Data. 17th Edition, Ingersoll-Rand.
- Condolios, E. (1966). La technique du transport hydraulique des matéries solides a grande distance.
- CRANE (1990). Flow of Fluids through Valves Fittings and Pipe. Technical Paper No. 410 M, Metric Edition – SI Units.
- Hydraulic Institute (1990). Engineering Data Book. 2nd Edition.
- Jergensen, G. V., Samuell, E. J. (1986). Design and Installation of Concentration and Dewatering Circuits - Slurry Transportation in Concentration Circuits. Society for Mining, Metallurgy & Exploration (SME).
- Sepulveda, J. E. J@J Tools, Software
- Wilson, K.C., Addie, G. R., Sellgren, A., Cliff, R. (2006). Slurry Transport Using Centrifugal Pumps. 3rd Edition, Springer.
- Mataix, C. (1986). Mecánica de fluidos y máquinas hidráulicas (S. A. Ediciones del Castillo, Ed. 2ª Edición).
- Metso-Outotec (2020). Guidelines in slurry pumping. Slurry Pump Handbook.
- McElvain, R. E., Cave, I. (1976). Tailings Transportation. World Mining Tailings Symposium, November 2, 1976.
- McElvain, R. E., Cave, I. (1982). Design and Installation of comminution circuits - Selection and sizing of slurry pumps for grinding circuits. Society for Mining, Metallurgy & Exploration (SME).
- Moore, Geoff R., Selección de sistemas de bombeos de pulpas. Warman International Ltd.
- Nokay, Ramsay (1986). Quick determination of resistance coefficients for reducers and enlargers. Chemical Engineering, August 4, 1986.
Pagán Martínez, P., Roschier, L. (2022). Nomography: A renewed pedagogical tool to sciences and engineering high-educaion studies. Heliyon, e09731. https://doi.org/https://doi.org/10.1016/j.heliyon.2022.e09731.- SALA International, Manual for pump sizing, 8015 GB.
- Trawinski, H. F. (1983). Der einfluss von sedimentations – Behinderung und totem fluss auf die Trenn-Korngrosse, Aufbereitungs Technik – Nr 9
- Volk, M. (2013). Pump Characteristics and Applications (C. Press, Ed. 3rd Edition). https://doi.org/https://doi.org/10.1201/b15559.
- Warman International Ltd. (2020). Warman Slurry Pumping Handbook. Technical Publication.
- Wasp, E. J., Kenny, J. P., Gandhi, R. L. (1977). Solid-Liquid Flow Slurry Pipeline Transportation. Bulk Materials Handling, Vol. 1, No. 4, Trans Tech Publications.
Información de Fueyo Editores